
Des services à la hauteur
Que vous soyez impliqué dans la fabrication ou que vous gériez des actifs industriels, la vérification de l'intégrité des matériaux est une priorité absolue. La qualité du soudage et des autres processus de production peut littéralement faire ou défaire votre succès.
Nos services efficaces de contrôles non destructifs (CND) vous aident à détecter les défauts des matériaux de base, des produits, des installations et des équipements. Cela fournit des données de gestion des actifs qui vous permettent de prévenir les dommages et les coûts associés résultant d'une défaillance matérielle. Depuis la phase d’approvisionnement et de production jusqu’à la fin du cycle de vie des actifs, nous vous aidons à surveiller l’intégrité de vos équipements.
En définitive, nos services CND vous aident à atteindre l’efficacité opérationnelle et à assurer la conformité aux normes applicables.
Contactez-nous
Inspection par magnétoscopie (MT)
Trouver des défauts de surface dans les métaux ferromagnétiques.
L'inspection des particules magnétiques (MPI) ou Magnétoscopie est une méthode CND permettant de vérifier l'intégrité de la surface des matériaux ferromagnétiques tels que les aciers au carbone et au chrome, les aciers inoxydables martensitiques (410, 410NiMo, CA-6NM, 440, etc.), les aciers inoxydables ferritiques (405, 409, 430, 442, etc.) et sur les fontes. Le matériau est magnétisé à l’aide d’un électro -aimant portatif ou d’un banc MPI horizontal.
Les défauts à la surface ou sous-jacentes (proches de la surface peu profond) provoquent une « fuite » des flux de champ magnétique. Lorsqu'un liquide contenant de minuscules particules magnétiques ou des particules sous forme de poudre fine de fer est appliqué, ces particules s'accumulent autour de ces discontinuités, les rendant visibles à l'œil nu. Si nécessaire, un agent de contraste blanc est appliqué sur le matériau avant le test. Pour une sensibilité élevée, un liquide fluorescent et de la lumière noire peuvent être utilisés.

Inspection par ultrasons (UT)
Utiliser les ondes (son) pour voir à l’intérieur du matériau
Les tests par ultrasons sont une méthode de contrôle non destructif (CND) volumétrique. Contrairement aux méthodes d’inspection de surface, l’UT permet de détecter des défauts à l’intérieur du matériau. Des ondes sonores haute fréquence sont envoyées dans le matériau à l’aide d’un transducteur ultrasonique. Les ultrasons qui réfléchissent les défauts du matériau sont rendus visibles dans un graphique. Les tests par ultrasons donnent un aperçu de la profondeur, de la taille, de la nature et de l’orientation des indications détectées en temps réel avec une très bonne précision.
L'épaisseur du matériau, telle que l'épaisseur de la paroi des tuyaux, peut également être mesurée pour évaluer les pertes d’épaisseur causées par la corrosion et l’érosion. CNDT Servies possède plusieurs années d’expérience dans l’application des inspections UT dans tous les secteurs industriels.
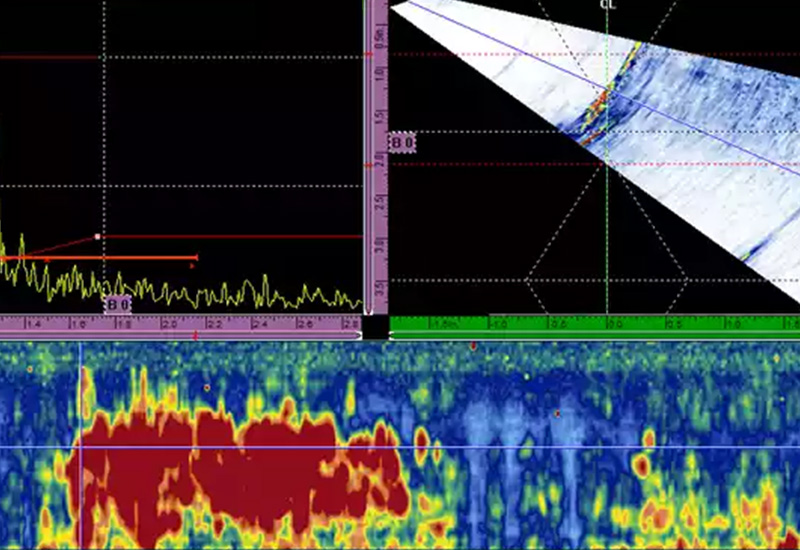
Inspection par Phased array (PAUT)
Les tests par ultrasons multiéléments (Phased Array) sont une application avancée de la technologie de test par ultrasons. Ils sont utilisés lors des inspections de soudures, de la détection de fissures et de défauts, des mesures d’épaisseur et des inspections de corrosion. En raison de la visualisation détaillée de la taille, de la forme, de la profondeur et de l'orientation du défaut, le Phased Array peut souvent être utilisé à la place des tests radiographiques. Comme il n'utilise pas de rayonnements ionisants, il n'est pas nécessaire de créer une zone de sécurité, ce qui implique généralement une interruption de la production.
Dans les tests UT conventionnels, un seul transducteur envoie des ondes ultrasonores dans le matériau. Les sondes Phased Array contiennent plusieurs transducteurs. En introduisant un délai entre les impulsions envoyées par chaque transducteur, l'angle du faisceau, le point focal et le point focal du front d'onde généré peuvent être influencés. Ceci fait des tests par ultrasons multiéléments une méthode très polyvalente qui convient pour des géométries complexes.
Inspection par ressuage (PT)
Le ressuage (PT) sert à détecter les défauts ouverts en surface. L’inspection PT convient à une grande variété de matériaux, mais elle est principalement utilisée sur tous les matériaux non poreux, en particulier sur les matériaux non ferromagnétiques.
Les aciers austénitiques inoxydables (304, 308, 309, 316, 321, 347, etc.) métaux non ferreux (alumine, titane, magnésium, cuivre, bronze, laiton, etc.), les céramiques et les plastiques.
Cette méthode utilise le principe de la capillarité. Un colorant liquide à faible viscosité est appliqué sur la pièce à inspecter. En raison de sa faible viscosité, il est aspiré dans les discontinuités superficielles. Après avoir laissé un temps de pénétration suffisant, l'excédent de liquide pénétrant est rincé. Après séchage, un révélateur semblable à de la craie est appliqué. Le révélateur met en évidence des indications, ce qui donne une indication visible et interprétable par l'inspecteur.
Deux types de pénétrant sont utilisés le visible Type I et le fluorescent Type II

Inspection visuelle (VT)
Garder un œil attentif sur la qualité
L’inspection visuelle (VT) est sans doute la méthode CND la plus ancienne et la plus largement utilisée. Elle joue un rôle essentiel dans les essais non destructifs. Depuis des milliers d’années, les artisans utilisent leurs yeux pour déterminer la qualité des produits qu’ils fabriquent. En substance, c’est toujours le cas avec l’inspection visuelle. Cette méthode implique l'observation visuelle de la surface d'un objet de test pour évaluer la présence de discontinuités de surface telles que la corrosion, le désalignement des pièces, les dommages physiques et les fissures.
Les tests visuels peuvent être effectués en regardant directement l'éprouvette ou en utilisant des instruments optiques tels que des loupes, des miroirs, des endoscopes et des systèmes de visualisation assistés par ordinateur. Le VT s’applique aux inspections des pièces moulées, des pièces forgées, des composants usinés et des soudures.
L’inspection visuelle prend également compte l'importance de la surveillance et du respect des procédures lors des opérations de soudage. Nos inspecteurs possèdent une expertise dans ces domaines et possèdent une certification conforme à la norme CSA W178.2

Inspection structurale
L’inspection structurale des équipements de levage tels que les grues, les nacelles, les plateformes élévatrices, les chariots élévateurs, les montecharges et les pompes à béton doit être faite de façon périodique afin de déceler des anomalies au niveau de la structure. L’inspection de la structure des équipements de levage a pour but :
- D’assurer la sécurité des travailleurs
- D’éviter des pertes de productivité lors d’un bris d’équipement
- D’augmenter la longévité de l’équipement
Le bris d’une structure lors de son utilisation peut causer des dommages matériels et physiques importants pouvant aller jusqu’à la mort.

Suivi de soudage
Le suivi de soudage est une étape cruciale dans le processus de fabrication, notamment dans les industries de la construction, de la fabrication, de la production d'équipements et l’industrie métallurgique.
- S’assurer que la qualité des fabrications soudées respecte les normes et exigence
- Vérifier l’ensemble de la gamme de fabrication
- Contrôler à différents stades de la fabrication, avant soudage, pendant soudage et après soudage
- Ce processus implique l'examen visuel attentif et le contrôle de la qualité des soudures par des inspecteurs qualifiés

Formations
La formation dans le domaine du contrôle non destructif (CND) et de la métallurgie revêt une importance cruciale pour assurer la qualité, la sécurité et la fiabilité des matériaux et des structures dans divers secteurs industriels, tels que l'aérospatiale, l'automobile, l'industrie pétrolière et gazière, la construction navale et bien d'autres encore. Cette formation vise à doter les professionnels des compétences et des connaissances nécessaires pour effectuer des inspections précises, interpréter les résultats et prendre des décisions éclairées.

Inspection en région éloignée
Les sites industriels éloignés, les installations pétrolières et gazières offshore/ onshore, les mines éloignées ou les sites de construction éloignés, nécessitent souvent des techniques d'inspection spécifiques en raison de leur accès limité, de leurs conditions environnementales extrêmes et de leurs contraintes logistiques.
Nos inspecteurs qualifiés seront là pour vous assister.

Recherche et développement
La recherche et le développement dans le domaine du contrôle non destructif jouent un rôle essentiel dans l'avancement des technologies d'inspection, de détection et d'évaluation des défauts dans les matériaux et les structures. Nous visons à améliorer les performances, la sensibilité, la précision et l'efficacité des techniques de CND, ainsi qu'à développer de nouvelles méthodes et technologies pour répondre aux besoins croissants des industries.
L'une des principales motivations de la recherche et le développement est d'optimiser les techniques existantes pour détecter des défauts de plus en plus petits et subtils, tout en réduisant les faux positifs et en améliorant la fiabilité des résultats.
Accréditations et certifications des inspecteurs
CNDT Services Inc est reconnue par le bureau canadien de soudage (CWB) comme organisme d’inspection en soudage en vertu de la norme CSA W178.1

CSA W178.1
Qualification des organismes d’inspection en soudage, accréditation gérée par le Bureau canadien de soudage (CWB)
CSA W178.2
Accréditation gérée par le Bureau canadien de soudage (CWB), pour les inspecteurs visuels en soudage

CAN/CGSB-48.9712/ISO 9712
Accréditation accordée par l’Office des normes générales du Canada, pour les opérateurs en essais non destructifs